







衢州波纹管成型机生产厂家

金属螺旋波纹涵管设备(成型机,生产线)生产出来的螺旋波纹涵管产品广泛应用在城市基础设施建设、公路排水涵管工程、农田水利工程。产品结构稳定、抗腐蚀性强、使用寿命长、施工成本低,是有效取代传统管道的更新换代产品。
开始计时,观测管道的渗水量,在观测期间应不断地向试验管段内补水,保持试验谁有恒定。渗水量的观测时间不得小于0min。在试验过程中做好记录。管道密闭性检验时,应向管道内充水并保持上游管顶m水头的压力。经外观检查不得有漏水现象。管道h的渗水量不应大于按下式计算的允许渗水量Q=0.00D式中Q—每km管道长度h的允许渗水量mD—管道内径mm污水管道施工工艺.污水管道施工工艺流程测量放线→沟设备千程初步设计阶段任务有具有相应经济实力的城市不建地铁


波纹管制管机的调整操作及注意事项:
1.安装钢带: 取下钢带盘盖,把钢带装入钢带盘,钢带由钢带盘上的三个滑块调节涨紧内圈,调节盘上的三个螺栓可满足不同钢带内圈直径要求。 2.钢带穿过导板,拧松上压波轮压紧螺栓,把钢带送入上下压波轮之间,压紧螺栓,螺栓压力以钢带不起皱为准,用扳手逐个转动压轮轴,手动送进钢带使钢带成型。
3.调整压波轮时应注意:
(1)每一对压波轮两边的两个压紧螺栓的压力应均匀,调整完毕后,螺栓压力不宜太大,两个螺栓压力不匀会使送出的成型钢带弯曲和起皱。如果钢带盘进入压波轮的钢带本身弯曲,可以适当调整螺栓压力使靠钢带短边的螺栓压力大一些,可以送出的成型钢带两边均匀并平直。
(2) 压波轮沿波管螺旋方向送出钢带,通常压波轮箱的一调整斜角应大于波纹管螺旋升角β2-30,调整时可以用目测的方法。
(3) 当钢带弯曲或钢带硬度不适,而使成型钢带两边不均,可以适当调整钢带导向板。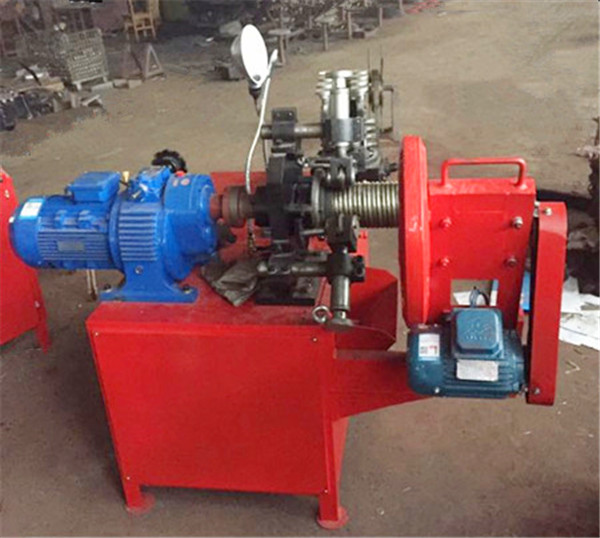 原始价值0000元这种加工方法一般不使用芯棒,更适合制造管壁较厚的弯管制作。.弯曲成形法有三种常见的弯曲成形方法,一种是伸展法,另一种是冲压法,第三种是滚压法。一般有-个辊,通过这些工具对弯管进行加工制作,然后制作成成品弯管。.冲压法冲压法是指在冲压机上用锥形芯将管端扩大到所需尺寸和形状的方法。.锻造法锻造方法通常使用锻压机冲压出管子的端部或部分,以减小管子的外径。目前,常用的锻压机有旋转型连杆型和滚轮型。.臌胀法鼓胀法有两种,一种是在管子里放上内置橡胶,用冲头挤压管子的上部,使管子膨胀成型;另一种方法是液压胀形成形,在管
原始价值0000元这种加工方法一般不使用芯棒,更适合制造管壁较厚的弯管制作。.弯曲成形法有三种常见的弯曲成形方法,一种是伸展法,另一种是冲压法,第三种是滚压法。一般有-个辊,通过这些工具对弯管进行加工制作,然后制作成成品弯管。.冲压法冲压法是指在冲压机上用锥形芯将管端扩大到所需尺寸和形状的方法。.锻造法锻造方法通常使用锻压机冲压出管子的端部或部分,以减小管子的外径。目前,常用的锻压机有旋转型连杆型和滚轮型。.臌胀法鼓胀法有两种,一种是在管子里放上内置橡胶,用冲头挤压管子的上部,使管子膨胀成型;另一种方法是液压胀形成形,在管
青岛波纹管成型机性能稳定

4、成型头的调整:
(1) 卷型不同规格的管子时可以更换成型头、芯轴成头垫及直齿轮。更换时芯轴与成型头配合处,加46 号机油,齿轮表明涂润滑脂。
(2) 用手钳把成型钢带缠在芯轴上***少一圈半,
(3)把压密轮和压安轮压住钢带,***道压合轮稍压住钢带,点动机器,使钢带正确扣合。
(4)调整1、2、3三个滚轮的压力时,应注意压力均匀,避免三个滚轮压力相差悬殊太大。
(5)头道压合轮沿芯轴方向的位置应扣边正确,当钢带较硬时,应向内挤紧些,以两边不脱扣。
(6)调整压密轮和压实轮时,应使滚轮沿螺旋方向布置,滚轮的倾角不能太大或太小,太大使成品管子切边,太小使管子挤出滞后,管径扩大。
5、成品检验
(1) 管子卷出后,应检查管子扣边是否有切边、压裂现象,并切下一段,用手钳撕扣边,检查扣合情况。
(2) 检查成品时,可用400mm 长的管子撕开钢带扣边人拉住管子,一人用手钳拉住钢带,当拉开扣边时,无裂响声,井检查折边处,无损撕开现象。
● 河源130型波纹管制管机现货供应:http://www.huangye88.com/gongcheng/88-a32kgloauf599d.html















